
前回の投稿から10日も経ってました… 更新が滞るのは毎度のことですが。
前回は溶接修理されたクランクケースが歪みまくり…ということでしたが、問題は他にも。
外からは溶接されているのですが、内側にはクラックが残っています。

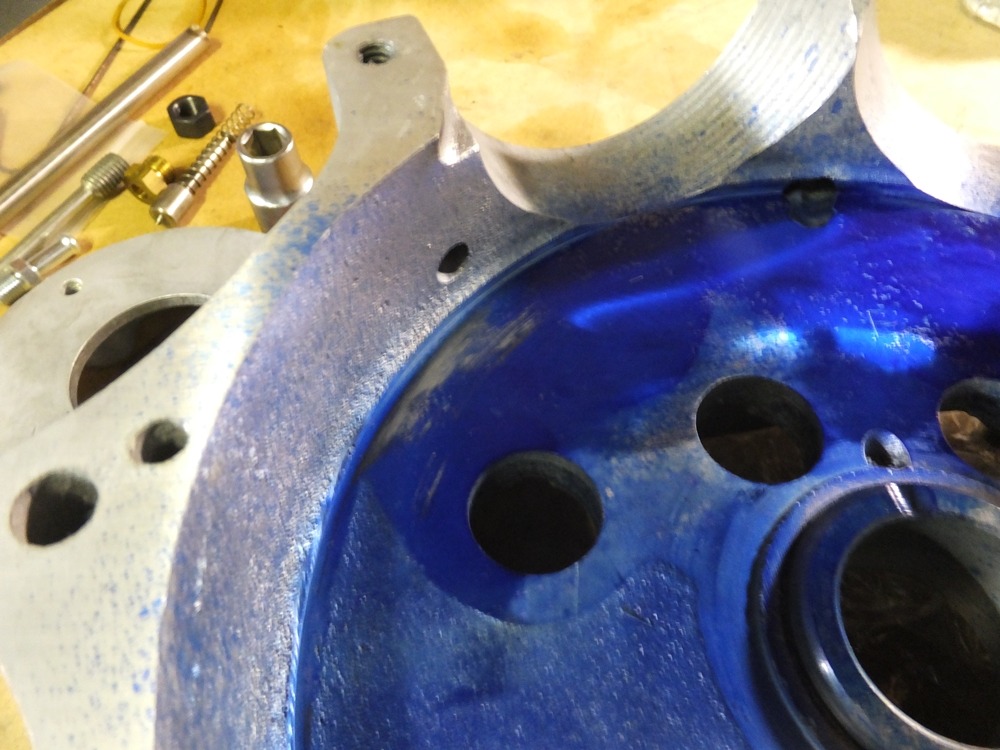
クラックに塗料を染みこませて現像する浸透探傷という方法で状態をチェックします。
クラックが深いところには塗料が多く残りますので、現像時の滲みも大きくなります。
もう一つの大きな目的は、外部まで貫通の有無を確認することです。

幸い貫通はしていなかったですが、それにしても予想以上にクラックが深いです。
これ以上歪みが増えぬようヘビーな溶接は避けたかったのですが、そうも行かないようです。
そういった点も考慮しながら、歪んでいたケース合わせ面を面出し、修正しました。

精度ばっちりな機械加工で面出しを行うと、このケースは恐らく使用不可になります。
今回はケースを生かすことを優先し、以降の工程でつじつま合わせをしながら仕上げます。
早速分かりやすい例が…
修正後、クランク周りを仮組みしてみたところ、ケース内部とクランクの干渉が発覚。
今回の車両は、もともとケース内側に削ったような跡が有ったので、想定の範囲内です。
基本的には削って合わせ面を修正するので、各部寸法の減少に注意が必要となります。
ケースとフライホイールの干渉を確認したので、フライホイールを分解します。
外周は叩いた跡が多数、右側面はケース内干渉を避けるためサンダーで削ってありました。

基準面が狂うと、芯出しどころか修正のしようがなくなります。
傷付きや変形が起きないよう、サポートを製作して全てプレスで分解しています。
サンダーで削られてガタガタのフライホイール側面を修正します。
撮影前にうっかり削ってしまいましたが、側面の光り方が違うのが分かると思います。

外周側はサンダーで削られていた部分ですが、当然ながら全く平面が出ていません。
内側は旋盤で切削したので平滑な面となっています。この部分の精度はとても重要です。
平面が出ても、基準や中心軸に対して傾いていては意味がありません。チェックします。

比較用に、まずは純正出荷時のままの切削面にゲージを当てます。
90°ごとに数値(厚さ)を読みます。歪みの無い平面なら、どの位置も同じ数値になるはずです。
もちろんこれは理屈の話で、現実には加工時の誤差が生じます。50年近く前の精度ですし。
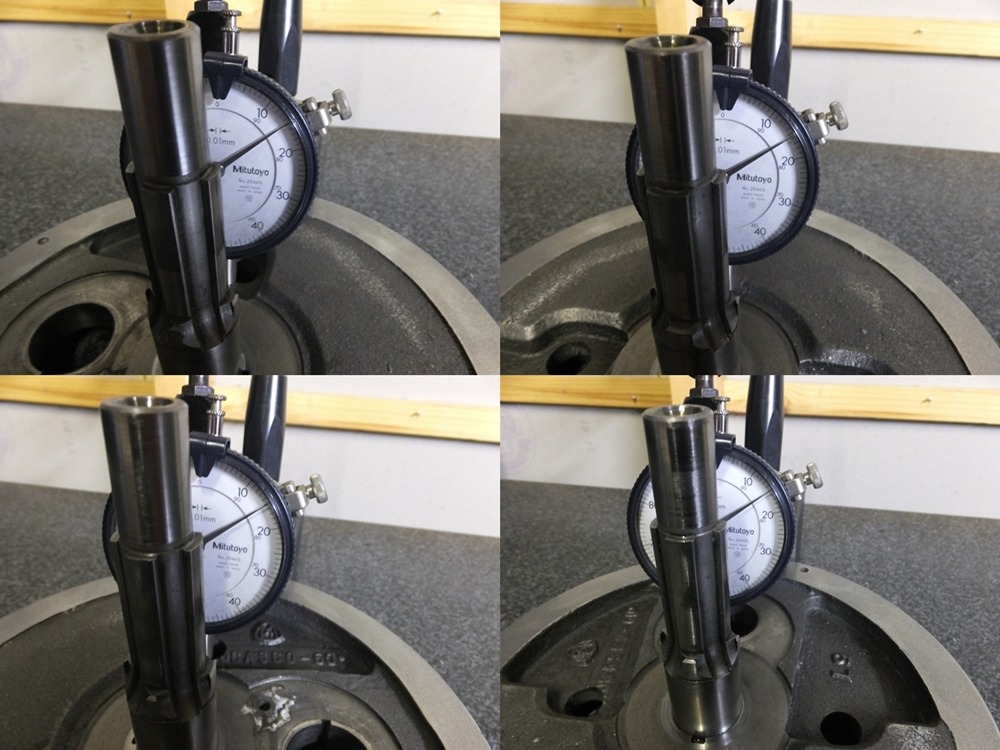
ゲージの読みで最大値が0.16弱、最小値が0.15です。この差の1/2が振れとなります。
5/1000mm以下の傾きということです。ほぼ平行ですね。
純正の加工精度が分かったところで、修正後の側面を確認してみます。

こちらは最大値が0.89弱、最小値が0.87なので、振れは1/100mm以下という結果です。
多少の振れがありますが、十分基準に使用できる平面になりました。
ちなみにもう片方のフライホイール(純正無加工)より平行が出ています。
その他にシャフト、ナットなども精度を確認、修正中です。

純正品のようですが、酷いレベルです。ちょっと修正、確認…のループで、全く進みません。
今のうちに苦労しておいた方が後が楽なので、辛抱して確実に仕上げます。
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
整備に興味のある若者、募集中!
ハーレーに限らずバイクが好きな方、
将来メカニックを目指したい方を歓迎します。
未経験でも大丈夫。基本から丁寧に教えます。
実作業を通じて知識も技術も身につきます。
興味のある方は、ぜひ気軽にチャレンジを!
👉 関連記事:アルバイトさん募集【再掲】
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
新潟県新発田市のハーレー専門店
オーバーロードマシナリー
Overload Machinery
通常営業 土曜・日曜・祝日のみ
営業時間 10:00~18:00
HP:https://overload-machinery.com
Blog:https://overload-machinery.com/blog
E-mail:こちらから
所在地&TEL/FAXはこちら
For Sale!!



◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
整備に興味のある若者、募集中!
ハーレーに限らずバイクが好きな方、
将来メカニックを目指したい方を歓迎します。
未経験でも大丈夫。基本から丁寧に教えます。
実作業を通じて知識も技術も身につきます。
興味のある方は、ぜひ気軽にチャレンジを!
👉 関連記事:アルバイトさん募集【再掲】
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
新潟県新発田市のハーレー専門店
オーバーロードマシナリー
Overload Machinery
通常営業 土曜・日曜・祝日のみ
営業時間 10:00~18:00
HP:https://overload-machinery.com
Blog:https://overload-machinery.com/blog
E-mail:こちらから
所在地&TEL/FAXはこちら
For Sale!!